MagCare specializes in manufacturing and providing a diverse range of Fuel Additives, serving as corrosion inhibitors in residual fuels for Boilers, Gas Turbines, and Coal-powered Boilers. Our primary objective is to enhance the lifespan of combustion equipment while contributing to environmental cleanliness. MagCare upholds the highest standards of quality and safety in the development and production of our products, embodying an innovative specialty chemical company that provides economical and environmentally friendly solutions for clients in the Power, Oil Refinery, and Marine Industries.
MgO + V2O5 → 3MgO. V2O5
Magnesium reacts with corrosive products formed during combustion, creating Magnesium Ortho Vanadate—high melting and non-corrosive, easily removed by soot-blowers.
MgO + SO3 → MgSO4
MgO + H2SO4 → MgSO4 + H2O
MgSO4 is neutral and non-corrosive.

Clean Ash

Clean APH Elements
Boilers which require better combustion and substantial particulate reduction have the following treatment options:
In the case of WIO Emulsion the secondary atomization facilitates burning of more unburned carbon reducing it up to 60 – 80 %. The NOx reduction achieved can be up to 15%.
This application solves to greater extent ash disposal problems which has no commercial value. This satisfies the local environmental agency norms in solid waste disposal and Particulate Matter reductions from the stack emissions.
In the case application of CC or WIO Emulsion, the Vanadium, Sodium and Sulphur present in the oil are to be additionally treated with Magnesium based additive to fight the hot and cold end corrosions.
Our WIO Emulsion Additive combustion Improvement Program uses stable, water-in-oil emulsified fuel which provides improved combustion, cleaner operation, and higher efficiency than conventional No. 6 fuel oil and the vacuum residue.
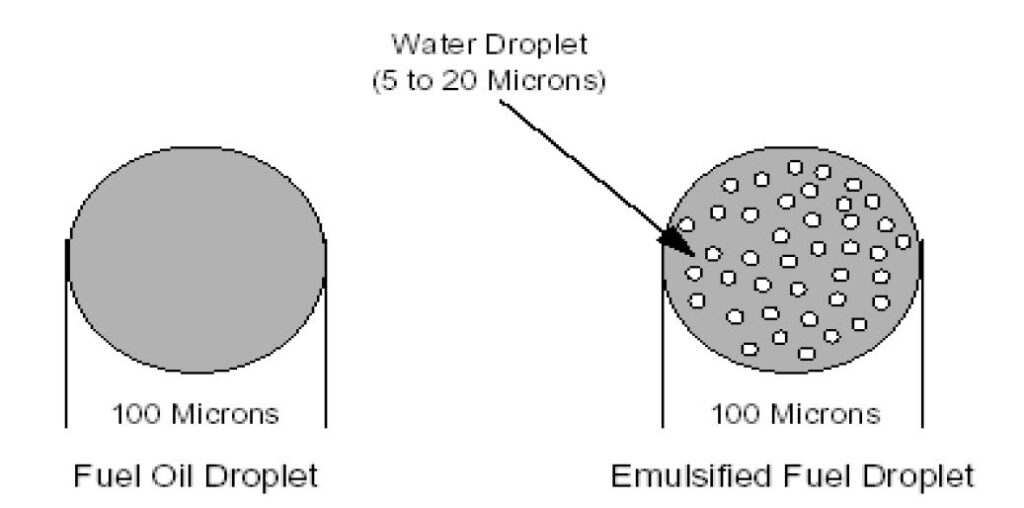
Secondary Atomization: Emulsified water droplets contained in every atomized fuel droplet rapidly vaporize and expand in the combustion chamber, shattering the oil into many smaller droplets for faster, more complete combustion.
Better Carbon Burnout: Smaller fuel droplet size means more complete carbon burnout and lower particulate emissions.
Lower Peak Flame Temperature: OurEmulsified Fuel lowers the peak flame temperature which in turn reduces NOX formation.
Less Excess Air Required: Our Emulsified Fuel can be burned cleanly at lower excess air levels, reducing the formation of SO3, NOX and low melting point vanadium oxides.
More Compact Flame: A more compact flame increases the gap between the flame envelope and boiler walls, which in combination with high melting point ashes, allows molten ash to solidify before reaching the boiler tubes.
Reduced Slag Deposits: The more complete combustion provided by our Emulsified Fuel keeps boiler surfaces clean longer, allowing better heat transfer and less maintenance.
The emulsions achieve smaller droplet size by a phenomenon known as “secondary atomization.” When this fuel enters the combustion chamber, it is atomized to approximately 100 micron sized droplets. However, the emulsified water within each drop of oil flashes into steam, exploding the fuel into thousands of smaller droplets. Photomicrograph of dispersed 5-20 um water droplets in fuel oil

STACK 2: BEFORE WIO TREATMENT
STACK1 & 3: AFTER WIO TREATMENT
(Similar results can be achieved with Combustion Catalyst)

WIO EMULSION FIRED ASH (NO BLACK PARTICLES)
(Similar results can be achieved with Combustion Catalyst)
NB: Treatment with Combustion Catalyst will give up to 40 – 60% reduction in Unburned Carbon and it does not require an Emulsion Skid.
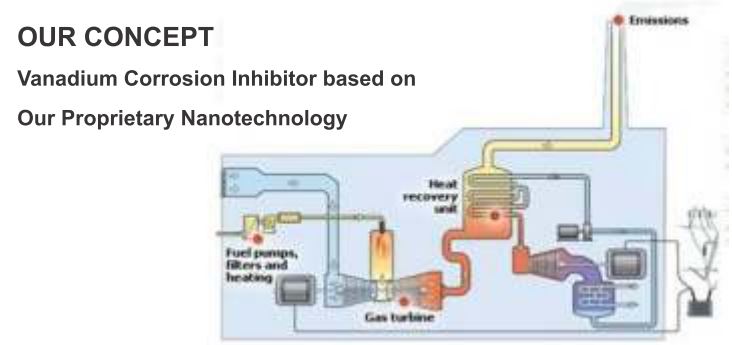
Gas Turbines burn HFO, light crude or heavy fuel oil. Since these fuel oils are not refined, they contain numerous impurities contaminated with vanadium and other metal compounds. Heavy fuel oils contain many metallic contaminants of organic and inorganic compounds, which may include sodium, potassium, vanadium, lead and nickel. These elements interact with oxygen and sulphur during combustion, including oxidation in the combustion plume, to form reaction products, including low melting point oxides. Metal and ash contained in the crude and residual fuels can cause corrosion, erosion and fouling. Sodium and potassium are conventionally removed prior to being injected to the combustion chambers by using an upstream fuel oil treatment system with the aid of electrostatic separators or centrifuges. However, elements such as vanadium and lead are not water soluble and are difficult to remove from the fuel by using any upstream process and corrosion due to these elements treated by applying vanadium inhibitors. Turbines and compressors are frequently washed offline to remove the ash deposits. This washing is done when rated output and heat rate degradation happens due to fouling.
Ash deposits build-up on the hot gas path airfoils for gas turbines operating with HFO, causing turbine efficiency to drop due to an increase in surface roughness and a decrease in nozzle throat areas. This loss of turbine efficiency results in a gradual drop in firing temperature, effectively magnifying the performance loss due to fouling. This necessitates maintaining the control of firing temperature.
Problems due to vanadium corrosion are addressed by applying Magnesium based Organic fuel oil additives. MagCare suppresses hot corrosion in the Gas Turbine and reducing downtime and damage to the plant walls and avoiding corrosion of the flue system enabling a reduction in heat losses.
MagCare is an oil soluble liquid and it can easily be metered directly into the fuel handling system. The dosage rate is dependent on content of vanadium, sodium and Sulphur.
MagCare acts as an inhibitor to accomplish the following:
Magcare, a leading ISO 9001:2015 certified company based in Mumbai, India, manufactures the Magcare range of Fuel Additives & Combustion Catalysts.